ماكينة تصنيع خيط البوليستر DTY، ماكينة غزل بتقنية البرم الكاذب JGT1000X
Draw Texturing Machine

تقوم هذه الآلات المتخصصة في غزل خيوط البوليستر (POY) بتحويلها إلى خيوط DTY منخفضة التمدد، كما تتيح دمج خيوط الإسباندكس مع خيوط DTY مباشرة على الآلة. وهذا يعني إمكانية دمج الخيطين معاً أثناء الإنتاج بدلاً من معالجتهما بشكل منفصل.
تستخدم فوهة هواء لدمج خيوط الإسباندكس مع خيوط DTY المشكلة، مما يسمح بإتمام عملية التشكيل وتكوين خيوط الإسباندكس المتشابكة في عملية واحدة. يسهم هذا في تبسيط الإنتاج ويجعل خط الإنتاج مناسب للخيوط التي تتطلب كلًا من الغزل ودمج الإسباندكس. يتضمن النظام هيكلًا مزدوجًا من بكرات W2 لتحسين جودة التشابك والمساعدة في الحفاظ على جودة أفضل للخيوط النهائية. ولملاءمة تصميمات المصانع المختلفة، يمكن للعملاء اختيار حامل بكرات ثابت أو دوار.
مناسب لإنتاج الخيوط المغطاة بالهواء، والتي تستخدم عادة في منتجات مثل البدلات وملابس النوم الفاخرة.




| عدد المغازل | 264 | 288 | 312 | 336 | 360 | |
| عدد الأقسام | 11 | 12 | 13 | 14 | 15 | |
| القدرة التركيبية (kW) | المحرك الرئيسي | 133.6 | 136.98 | 154.54 | 159.5 | 160.46 |
| سخان علوي | 74.8 | 81.6 | 88.4 | 95.2 | 102 | |
| سخان سفلي | 26.4 | 28.8 | 31.2 | 33.6 | 36 | |
| القدرة المساعدة | حوالي 6 كيلو وات | |||||
| القدرة الكلية | 240.8 | 253.38 | 280.14 | 294.3 | 304.46 | |
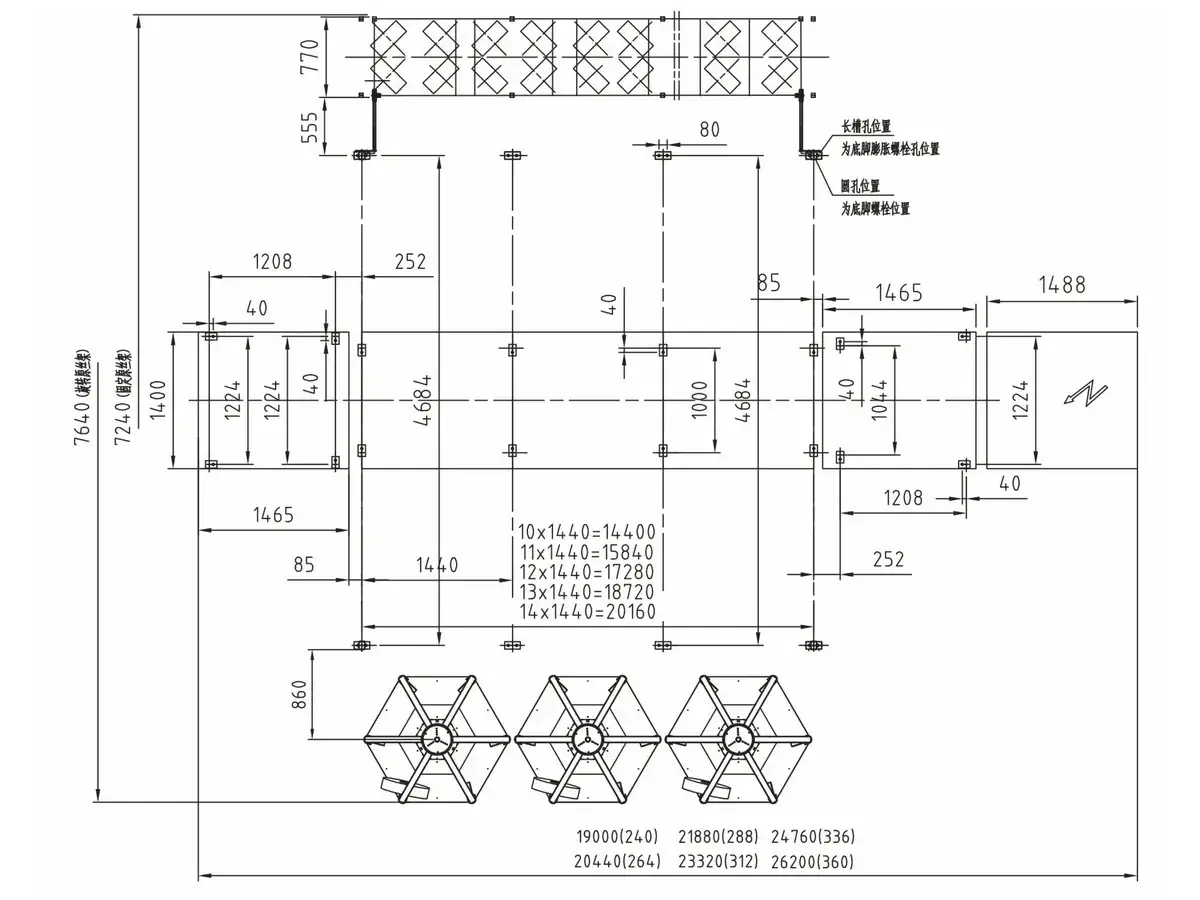
| الأبعاد (مم) | حاملة البكرات الثابتة | 20440×7300×5700 | 21880×7300×5700 | 23320×7300×5700 | 24760×7300×5700 | 26200×7300×5700 |
| حاملة البكرات الدوارة | 20440×7700×5700 | 21880×7700×5700 | 23320×7700×5700 | 24760×7700×5700 | 26200×7700×5700 | |
| خطوة المغزل | 110mm |
| أقصى سرعة ميكانيكية | 1000 متر في الدقيقة |
| المواد المناسبة للتطبيق/نطاق عد الخيوط | البوليستر\من 55 إلى 222 ديتكس (من 50 إلى 200 دينير) |
| خطوة القسم | 1440mm |
| طريقة غزل بالبرم الكاذب | نوع القرص المكدس VIII (برم احتكاكي كاذب) |
| أقصى سرعة لوحدة البرم الكاذب | 18000 لفة في الدقيقة |
| اتجاه البرم | قابل للضبط S/Z |
| سخان أولي (سخان الغزل) | تسخين ثنائي الفينيل في الطور البخاري، 2000 مم |
| سخان ثانوي (ضبط الغزل) | تسخين ثنائي الفينيل في الطور البخاري، 1460 مم |
| نطاق درجة حرارة سخان الغزل | 160-250℃ |
| ضبط نطاق درجة حرارة السخان | من 160 إلى 250 درجة مئوية (درجة حرارة منخفضة من 100 إلى 160 درجة مئوية) |
| طول لوح التبريد | 1100 مم (تبريد طبيعي) |
| قطر بكرة الاحتكاك | Ø100mm |
| قطر بكرة التغذية | Ø75mm |
| قطر بكرة التزييت | Ø75mm |
| قطر بكرة تغذية الإسباندكس | Ø25mm |
| نسبة سحب الإسباندكس | 1.5-4 |
| أقصى حجم تغذية المجموعة POY | Ø435×250mm |
| أقصى حجم لحزمة التجميع | Ø250×250mm |
| الوزن القياسي للمجموعة | 5kg |
| حجم أنبوب ورق التجميع | Ø69×Ø57×290mm |
-
 وحدة تغذية خيوط الإسباندكس
وحدة تغذية خيوط الإسباندكستستخدم وحدة تغذية خيوط الإسباندكس محرك مستقل لكل مغزل، بحيث يتم تغذية كل خيط إسباندكس على حدة. كما يمكن التحكم في الجانبين A وB بشكل مستقل للحفاظ على استقرار تغذية خيوط الإسباندكس وسحبها بشكل أكثر انتظامًا.
-
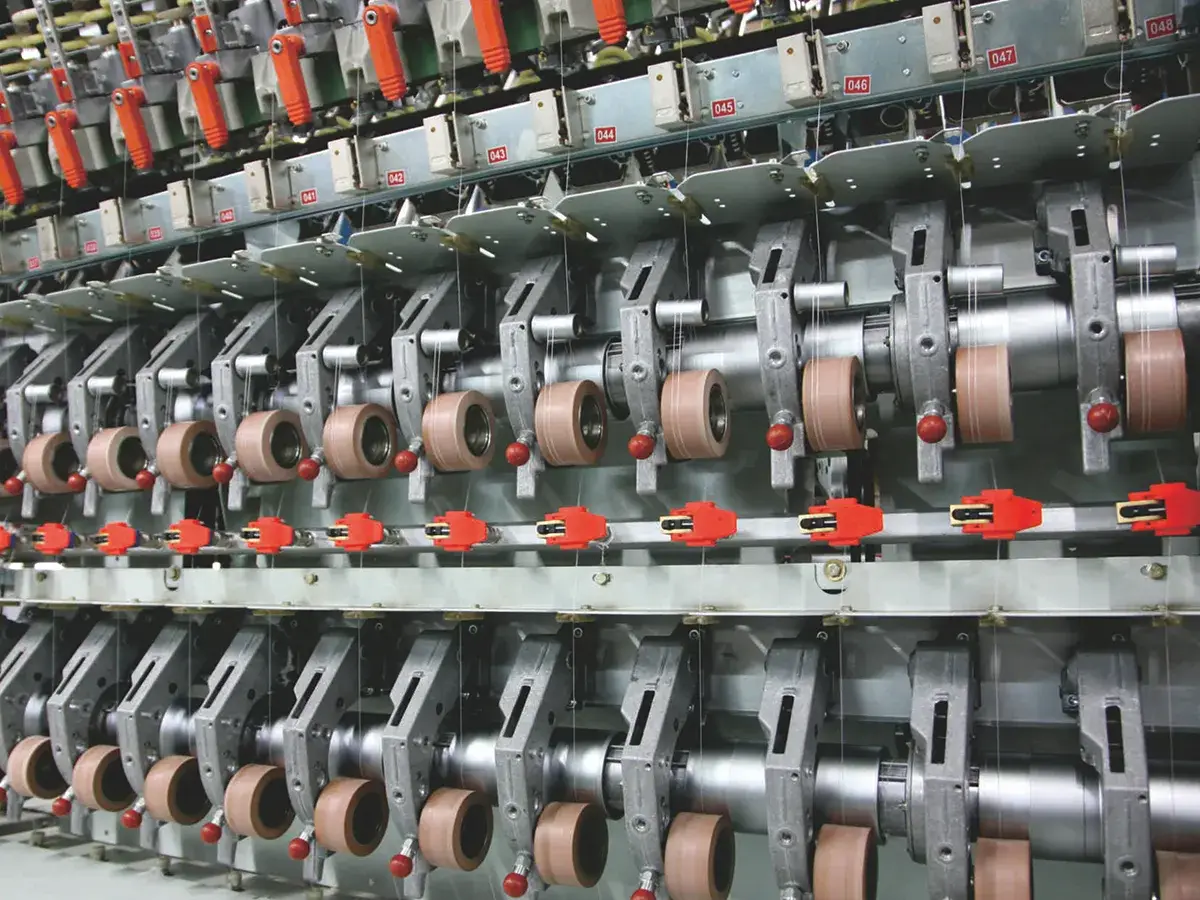
 تركيبة W2X
تركيبة W2Xيستخدم هيكل أسطوانة W2 مزدوج لتحسين جودة التشابك والمساعدة في الحفاظ على جودة الخيوط النهائية.



ملاحظة: يمكن للعملاء الاختيار بين نوعين من حاملات البكرات: الثابتة والدوارة
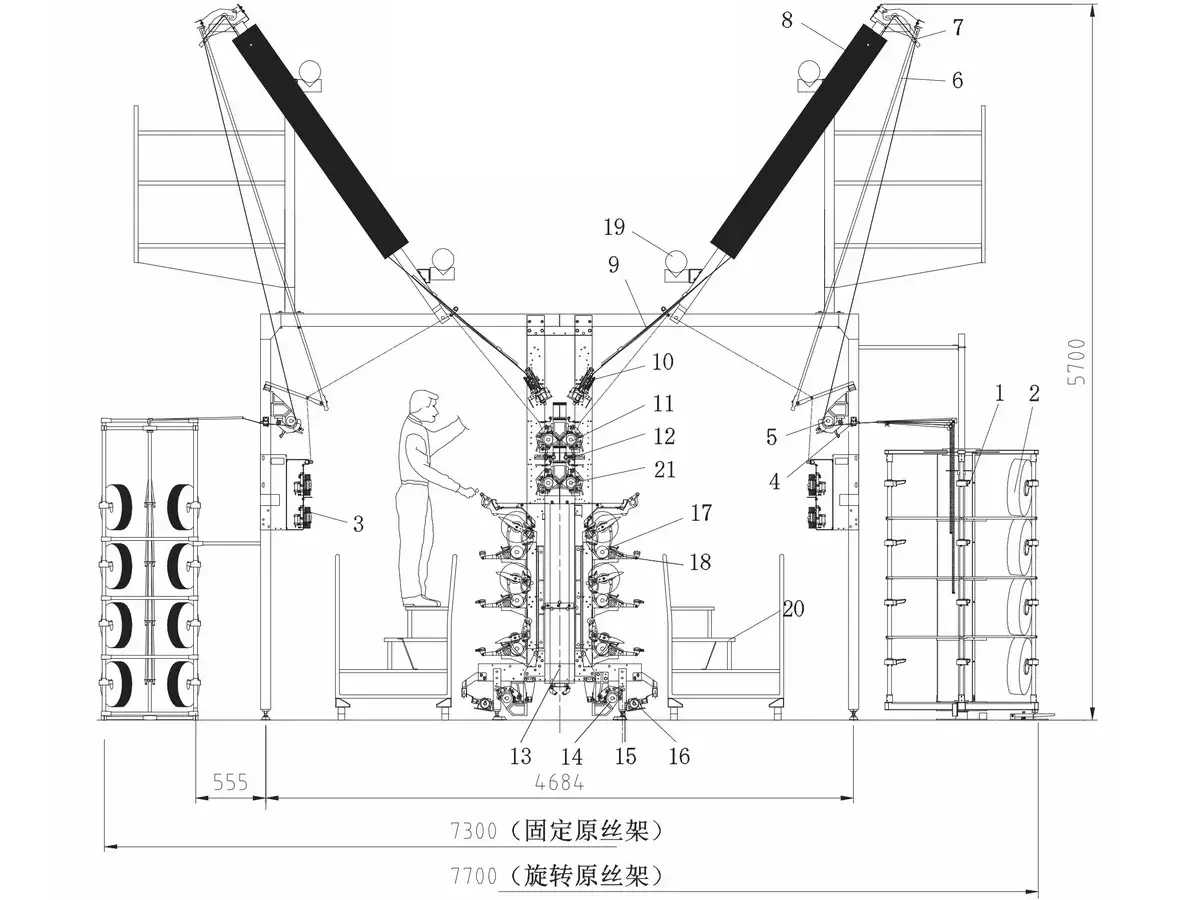
- حامل بكرة الخيوط
- مجموعة POY
- تغذية سباندكس
- قاطع الخيط
- بكرة W1
- قضيب دفع الخيوط
- مانع البرم
- سخان علوي
- لوح التبريد
- ماكينة البرم الكاذب
- بكرة W2
- وحدة التشابك
- مسخن سفلي
- بكرة W3
- مستشعر الخيط
- بكرة التزييت
- بكرة الاحتكاك
- أسطوانة مخددة
- أنبوب شفط
- عربة
- بكرة W2X