ماكينة تصنيع خيط النايلون DTY، ماكينة غزل بتقنية السحب الكامل JGT1200XN
Draw Texturing Machine

صممت آلة JGT1200XN خصيصاً لإنتاج خيوط النايلون DTY، حيث تعالج خيوط البولي أميد (النايلون) POY من خلال السحب والتشكيل الحلزوني الزائف لإنتاج خيوط نايلون DTY منخفضة التمدد ذات تجعيد ثابت ومرونة مضبوطة.
تتضمن الآلة وحدة تغذية سباندكس مدمجة في نظام البكرات التقليدي، مما يسمح لها بدمج خيوط السباندكس مع خيوط النايلون DTY مباشرةً أثناء المعالجة. ومن خلال فوهة هواء، تكمل آلة الغزل الحلزوني الزائف عملية التشكيل ودمج السباندكس في خطوة واحدة، لإنتاج خيوط نايلون مغطاة بالهواء لتطبيقات المنسوجات المرنة.
تعد ماكينة JGT1200XN مناسبة لمعالجة الخيوط التي يتراوح سمكها بين 20 و200D. وتستخدم هذه الخيوط عادة في منتجات مثل الملابس الداخلية الرياضية وملابس اليوغا.





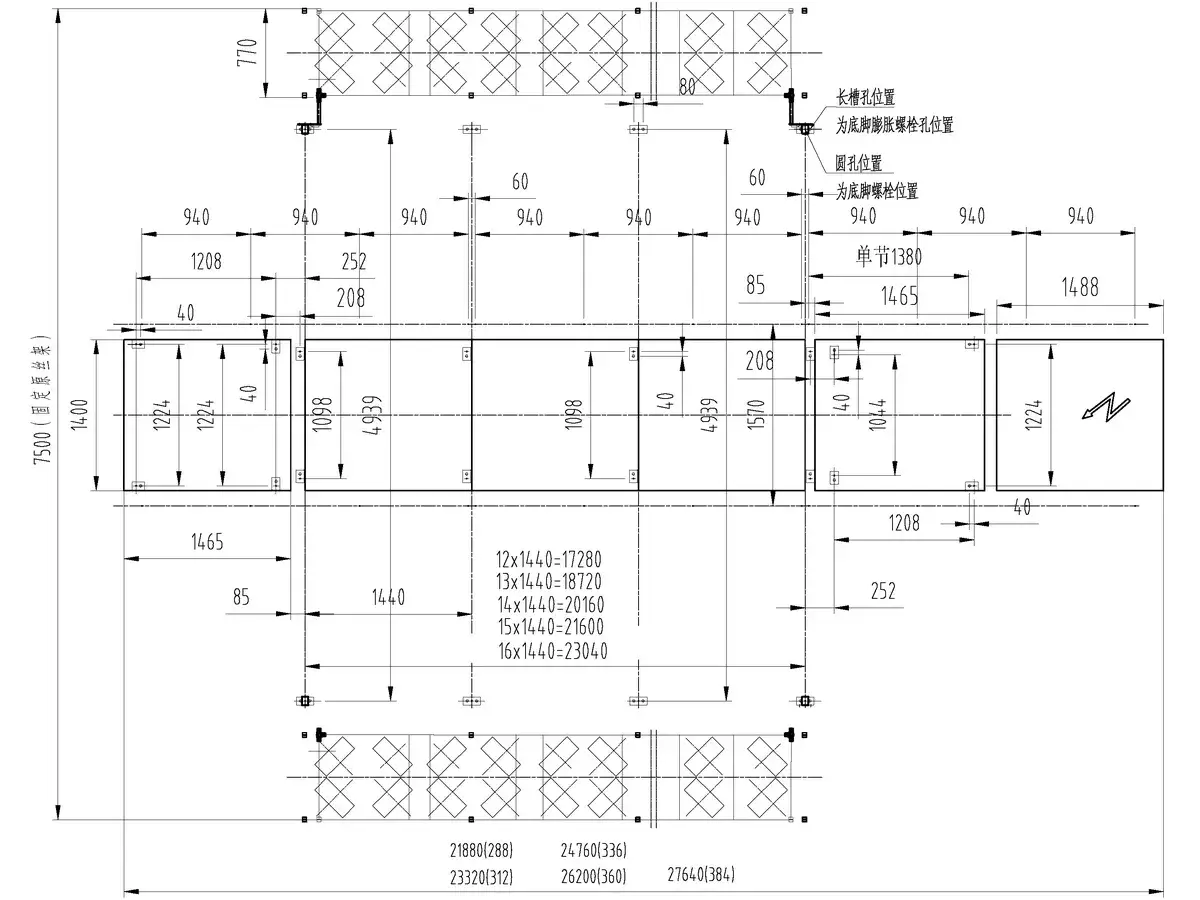
| عدد المغازل | عدد الأقسام | القدرة التركيبية | الأبعاد (مع حاملة البكرة الثابتة) (مم) | |||
| المحرك الرئيسي | سخان سفلي | القدرة المساعدة | القدرة الكلية | |||
| 288 | 12 | 126kW | 81.6kW | Approx. 6kW | 213.6kW | 21880×7500 ×5300mm |
| 312 | 13 | 138.6kW | 88.4kW | 233kW | 23320×7500 ×5300mm | |
| 336 | 14 | 159.4kW | 95.2kW | 260.6kW | 24760×7500 ×5300mm | |
| 360 | 15 | 160.4kW | 102kW | 268.4kW | 26200×7500 ×5300mm | |
| 384 | 16 | 176.9kW | 108.8kW | 291.7kW | 27640×7500 ×5300mm | |
| خطوة المغزل | 110mm |
| أقصى سرعة ميكانيكية | 1000m/min |
| المواد المناسبة للتطبيق/نطاق عد الخيوط | Nylon(Polyamide)/22–222 dtex (20–200 denier) |
| خطوة القسم | 1440mm |
| طريقة غزل بالبرم الكاذب | Stacked disc type VIII (friction false twist) |
| أقصى سرعة لوحدة البرم الكاذب | 18000r/min |
| اتجاه البرم | S/Z adjustable |
| سخان أولي (سخان الغزل) | Biphenyl vapor-phase heating, 2000mm |
| نطاق درجة حرارة سخان الغزل | 160-250℃ |
| طول لوح التبريد | 1100mm (natural cooling) |
| قطر بكرة الاحتكاك | Ø100mm |
| قطر بكرة التغذية | Ø75mm |
| قطر بكرة التزييت | Ø30mm |
| قطر بكرة تغذية الإسباندكس | Ø100mm |
| نسبة سحب الإسباندكس | 1.5-4 |
| أقصى حجم تغذية المجموعة POY | Ø435×250mm |
| أقصى حجم لحزمة التجميع | Ø250×245mm |
| الوزن القياسي للمجموعة | 5kg |
| حجم أنبوب ورق التجميع | Ø69×Ø57×290mm |
-
 وحدة تغذية الإسباندكس
وحدة تغذية الإسباندكستدار وحدة تغذية خيوط الإسباندكس بمحرك مستقل لكل مغزل. ويتم التحكم في كل خيط من خيوط الإسباندكس على حدة، ويمكن ضبط جانبي A/B بشكل مستقل. وبفضل تشغيل كل مغزل بمحرك مستقل، تظل تغذية الإسباندكس مستقرة، ويبقى السحب متسق أثناء تشكيل الخيوط المركبة.
-
 نظام اللف
نظام اللفتم اعتماد حامل بكرة ونظام لفّ جديدين، مع خوارزمية تحكم محدثة. وقد تحسنت دقة اللفّ ثلاثة أضعاف، مع الحفاظ على تغير سرعة اللفّ ضمن دورة واحدة. وتساعد ثلاثة أخاديد زيت مستقلة وبكرة تزييت مدمجة في الحفاظ على لف مستقر وتشكيل متناسق للعبوة.
-
 تركيبة W2X
تركيبة W2Xيستخدم هذا النظام تكوين مزدوج للأسطوانات W2 لتحسين جودة التشابك. يدعم هذا الهيكل تكوينًا أكثر اتساق للخيوط ويساعد في الحفاظ على جودة ثابتة للخيوط أثناء الإنتاج.

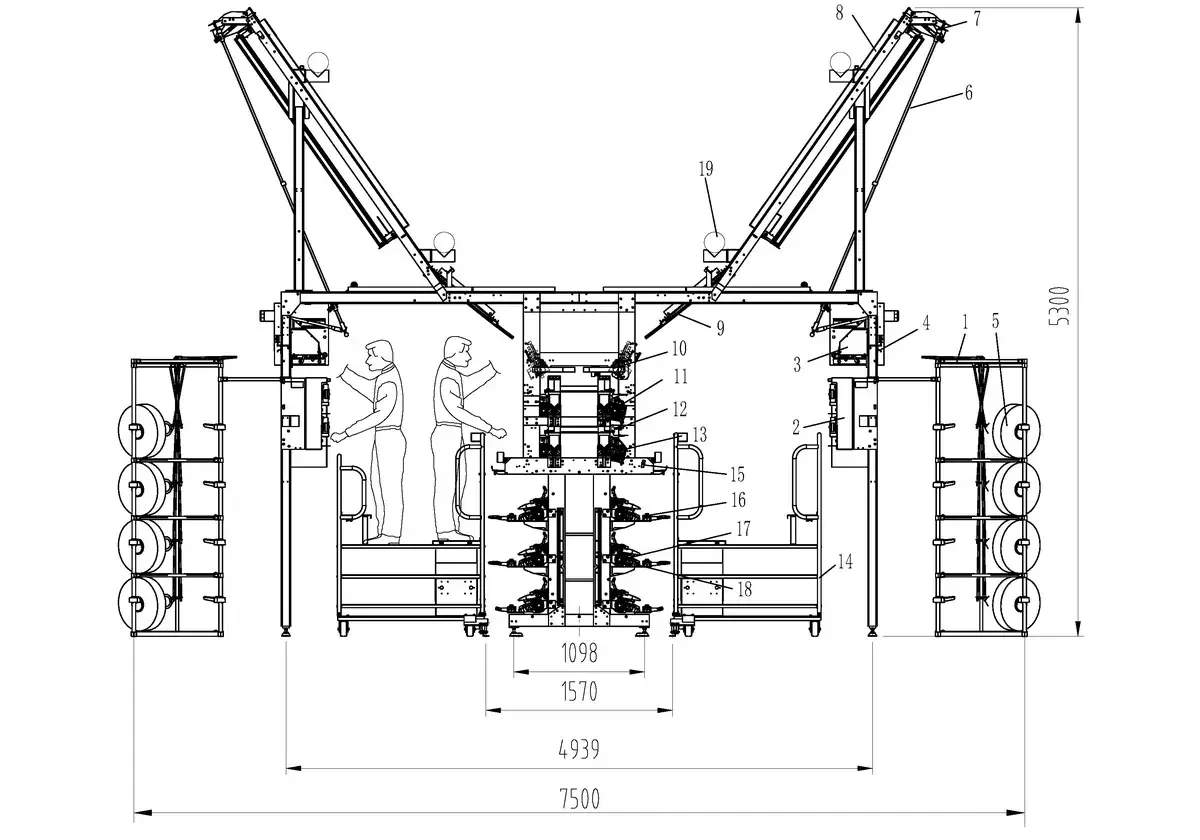
- حامل بكرة الخيوط
- مجموعة سباندكس
- بكرة W1
- قاطع الخيط W1
- مجموعة POY
- قضيب دفع الخيوط
- مانع البرم
- سخان علوي
- لوح التبريد
- ماكينة البرم الكاذب
- بكرة W2
- وحدة التشابك
- بكرة W2X
- عربة
- مستشعر الخيط
- بكرة التزييت
- بكرة الاحتكاك
- علبة أسطوانة مخددة
- أنبوب شفط أبخرة الزيت